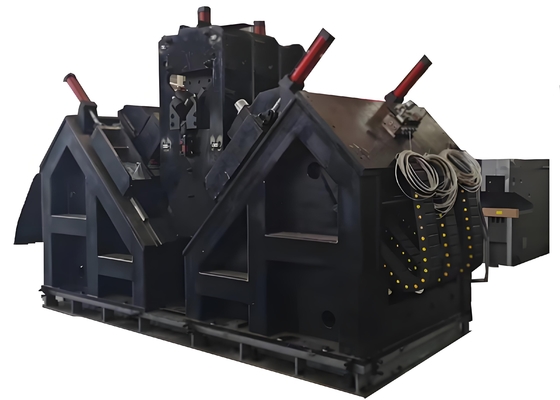
Линия сверления и нарезания резьбы на уголках с ЧПУ, по 3 сверла с каждой стороны, скорость подачи 40 м/мин
Применение продукта:
Эта производственная линия специально разработана для сверления и штамповки крупногабаритного высокопрочного углового профиля, применяемого в башнях линий электропередач. На этой линии можно обработать все необходимые отверстия в угловом профиле, обеспечивая отличное качество отверстий, высокую точность позиционирования, а также высокую производительность и передовые возможности автоматизации.
Основные параметры:
| Модель |
ADM2532 |
| Размер уголка (мм) |
140*140*10~250*250*32 |
| Макс. длина сырья (м) |
14 |
| Усилие маркировки (кН) |
1000 |
| Кол-во групп символов |
1 |
| Кол-во символов |
18 |
| Размер символов (мм) |
14*10*19 |
| Диапазон точного расстояния (мм) |
50~220 (Бесступенчатый) |
| Кол-во сверл с каждой стороны |
3 (2 группы, всего 6) |
| Кол-во лезвий с каждой стороны |
3 |
|
Конус сверлильного шпинделя
|
BT40 |
| Макс. диаметр сверления (мм) |
Φ40 |
| Макс. скорость вращения шпинделя (об/мин) |
6000 |
| Блок охлаждения сверла |
MQL 360-2 (Сухое охлаждение) |
| Объем хранения масла в блоке охлаждения |
2 л |
| Смазочно-охлаждающая жидкость |
Микро-смазочно-охлаждающие жидкости на растительной основе (2000-25) |
| Расход топлива |
5~50 мл/ч |
| Тип привода тележки ЧПУ |
Серводвигатель переменного тока, реечная передача |
| Макс. скорость подачи уголка (м/мин) |
40 |
| Метод привода перемещения по оси AB |
Линейная направляющая; серводвигатель переменного тока; шарико-винтовая передача, вторичный привод |
| Макс. скорость перемещения каретки сверлильной головки (м/мин) |
10 |
| Тип привода сверлильной головки |
Линейная направляющая; серводвигатель переменного тока; шарико-винтовая передача, вторичный привод |
| Макс. скорость подачи сверлильной головки (м/мин) |
14 |
| Метод работы руки подающего устройства |
Вертикальный подъем |
| Количество опрокидывающих цилиндров на стороне выгрузки |
4 |
| Метод охлаждения гидравлической станции |
Воздушное охлаждение |
| Кол-во осей ЧПУ |
9 |
| Давление воздуха (МПа) |
1 |
| Общая мощность |
Около 150 кВт |

Особенности продукта:
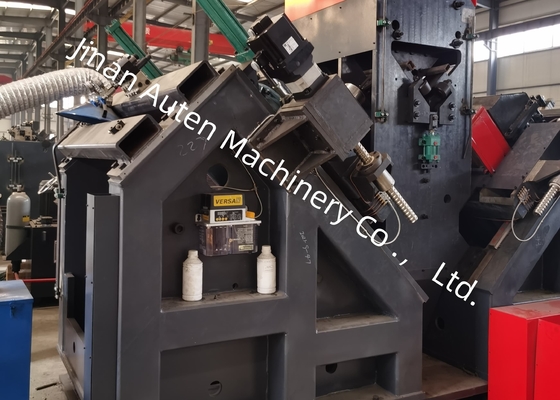
1. Сверлильный шпиндель оснащен механизмом автоматического зажима инструмента с дисковой пружиной и гидроцилиндром для освобождения инструмента, что обеспечивает удобную замену хвостовиков инструмента. Передняя часть шпинделя имеет лабиринтную уплотнительную защитную конструкцию и водонепроницаемую конструкцию, а также оснащена устройством воздушной завесы — эта конфигурация эффективно предотвращает попадание охлаждающей жидкости внутрь шпинделя.
2. Производственная линия оснащена устройством автоматической загрузки (включающим поперечный канал подачи и вращающуюся загрузочную стойку), устройством автоматической выгрузки и устройством автоматической подачи. Все отверстия и идентификационные метки на угловом профиле могут быть выполнены за один проход через производственную линию, без необходимости ручного вмешательства в процессе обработки. Это не только упрощает рабочий процесс, но и значительно снижает трудоемкость операторов.
3. Маркировочный блок имеет закрытую конструкцию корпуса, отличающуюся высокой прочностью конструкции и стабильной работой. Он оснащен опорой станины (закрепленной на основании станка), подвижной станиной и гидравлическим прессовым блоком символов. В соответствии с инструкциями компьютера операции маркировки выполняются в положениях, указанных в инженерных чертежах. Для расширения диапазона обработки станка дополнительно интегрирован механизм ручной регулировки. Этот механизм позволяет регулировать положение подвижной станины (т. е. положение головки символа), обеспечивая адаптацию к положениям маркировки углового профиля с различными спецификациями.
Эти образцы охватывают различные распространенные спецификации и компоновки отверстий углового профиля, применяемого в башнях линий электропередач. Они позволяют потенциальным пользователям или инспекторам визуально проверить эксплуатационные характеристики оборудования, тем самым предоставляя ощутимые и интуитивно понятные ссылки для оценки соответствия оборудования практическим требованиям производства.
Это оборудование специально разработано для сверления и штамповки крупногабаритного высокопрочного углового профиля, используемого в башнях линий электропередач, и широко применяется в различных сценариях при строительстве и обслуживании инфраструктуры передачи электроэнергии. При строительстве линий электропередач сверхвысокого напряжения (СВН), где башни должны выдерживать экстремальные погодные условия и большие нагрузки, это оборудование играет решающую роль в обработке компонентов углового профиля, составляющих основную раму башен. Оно эффективно выполняет задачи сверления и штамповки для углового профиля, используемого в корпусах башен, траверсах и других ключевых конструктивных частях, гарантируя точную размерную точность и прочные соединения для обеспечения общей устойчивости башен.

 Ваше сообщение должно содержать от 20 до 3000 символов!
Ваше сообщение должно содержать от 20 до 3000 символов!