ЧПУ линия для обработки углового проката: гидравлические, электрические и пневматические системы для пробивки, маркировки и резки
Введение в продукт:
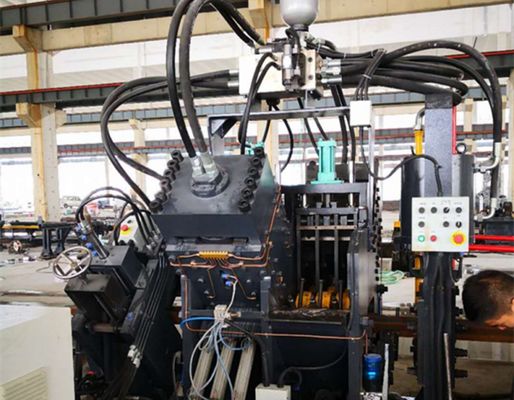
Высокоскоростная производственная линия для пробивки, маркировки и резки углового проката серии JNC в основном состоит из основных компонентов, включая пробивной узел, маркировочный узел, режущий узел, поперечный конвейер, поворотный конвейер, подающий конвейер, разгрузочный конвейер, каретку ЧПУ подачи, гидравлическую систему, электрическую систему и пневматическую систему. Эта производственная линия специально разработана для автоматизированной обработки углового проката в производстве башен. Ее рабочий процесс обработки контролируется числовой технологией, отличающейся удобством для пользователя. Она обеспечивает автоматизированные, высокоточные, многообразные и крупномасштабные производственные возможности.
Технические характеристики:
| Модель |
JNC1010 |
JNC1412 |
JNC1616 |
JNC2020 |
| Размер уголка (мм) |
40х40х3~
100х100х10 |
40х40х3~
140х140х12 |
40х40х3~
160х160х16 |
50х50х4~
200х200х20 |
| Макс. пробивка (Диа. х Толщ.) (мм) |
Φ26х10 |
Φ26х12 |
Φ26х16 |
Φ26х20 |
| Усилие пробивки (кН) |
630 |
630/1000 |
1000 |
1000/1200 |
| Усилие маркировки (кН) |
630 |
630/1000 |
1000 |
1000/1200 |
| Усилие резки (кН) |
1000 |
2000 |
3000 |
2200/4300 |
| Макс. длина заготовки (м) |
12 |
12 |
14 |
14 |
| Макс. длина готового изделия (м) |
8 |
8 |
12 |
12 |
| Пуансонов на сторону |
2 |
2 или 3 |
3 |
3 |
| Группа маркировочных букв |
4 |
4 |
4 |
4 |
| Количество букв в группе |
12 |
12/18 |
18 |
18 |
| Размер символа (мм) |
14x10x19 |
| Оси ЧПУ |
3 |
| Режим резки |
Одиночное лезвие |
Двойное лезвие или Одиночное лезвие |
| Метод охлаждения |
Водяное охлаждение/Воздушное охлаждение/Масляный охладитель |
| Скорость подачи уголка (м/мин) |
80 |
80 |
80 |
60 |
| Режим программирования |
Программное обеспечение Lofting или программирование инструкций |
| Габаритные размеры (м) |
Около 25x6.5x2.5 |
Около 25x6.5x2.5 |
Около 32x7x3 |
Около 32x7x3 |
Вышеуказанные параметры могут быть скорректированы и изменены в соответствии с конкретными требованиями заказчика.

Особенности продукта:
1. Пробивной узел оснащен двумя или тремя комплектами, которые могут быть настроены с тремя типами пуансонов с разными диаметрами. Три комплекта пробивных штампов позиционируются с помощью числового управления для регулировки расстояния. Этот узел способен пробивать как круглые, так и овальные отверстия. Его высокая скорость подачи и пробивки повышают эффективность производства; для углового проката со спецификацией 50×50×4 мм производительность достигает 9–10 тонн за восьмичасовую рабочую смену.
2. Маркировочный узел имеет закрытую конструкцию с превосходной жесткостью. Он оснащен четырьмя комплектами кассет для символов, которые выбираются с помощью программного управления, а расстояние между метками может быть установлено произвольно. Кроме того, в качестве дополнительной конфигурации доступен дисковый метод маркировки. Дисковая система маркировки состоит из 10 рядов символов и позволяет автоматически выбирать символы без ручного вмешательства, что значительно повышает эффективность маркировки.
3. Режущий узел использует механизм резки с одним лезвием — конструкцию, признанную за ее высокую силу резки. Отходы не образуются в течение каждого цикла резки, а поверхность среза остается исключительно аккуратной и гладкой. Корпус лезвия оснащен конструкцией с открывающейся дверцей, что облегчает быстрые и безопасные процессы замены лезвий.
4. Горизонтальный стол подачи транспортирует угловой прокат к поворотному стеллажу для материала. Приводимый в действие узлом двигателя и редуктора, поворотный стеллаж для материала обеспечивает стабильное размещение углового проката на подающем конвейере.
5. Заготовка зажимается и подается кареткой подачи ЧПУ, которая обеспечивает превосходную точность позиционирования. Каретка подачи ЧПУ приводится в движение серводвигателем, интегрированным с обратной связью фотоэлектрического датчика и возможностями управления с замкнутым контуром.
Эти образцы для испытаний, полученные с производственной линии пробивки, резки и маркировки углового проката, охватывают стандартные спецификации и сценарии обработки, широко используемые в производстве башен из углового проката. Они позволяют пользователям напрямую оценивать качество обработки оборудования, точность работы и стандарты мастерства.
При строительстве линий электропередач сверхвысокого напряжения (СВН), где передающие башни должны выдерживать экстремальные метеорологические условия и большие нагрузки, это оборудование играет решающую роль в обработке компонентов из углового проката, составляющих основную раму башен. Оно надежно выполняет операции сверления и штамповки на угловом прокате, используемом для корпусов башен, траверс и других ключевых конструктивных компонентов. Это обеспечивает точную размерную точность и высокую производительность соединения, тем самым поддерживая общую структурную устойчивость передающих башен.

 Ваше сообщение должно содержать от 20 до 3000 символов!
Ваше сообщение должно содержать от 20 до 3000 символов!