Гидравлическая линия производства телекоммуникационных башен с ЧПУ для линий электропередачи
Введение продукта:
Это оборудование представляет собой многофункциональное устройство, сочетающее в себе функции пробивки, маркировки и резки уголковой стали, швеллера и листового металла. С помощью одной машины можно выполнять три различные функции на трех типах металлических материалов.
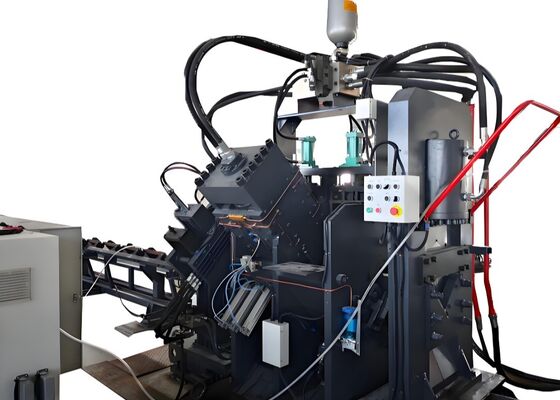
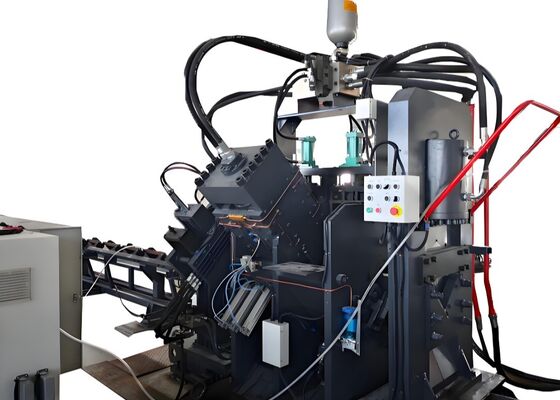
Конструкция машины:
Эта производственная линия состоит из шести компонентов: секции загрузки заготовки, системы подачи, основной машины, секции выгрузки готовой продукции, системы электроуправления и гидравлического привода.
Параметры продукта:
| Модель |
JNC2020 |
| Размер уголка (мм) |
50х50х4~200х200х20 |
| Макс. пробивка (Диаметр х Толщина) (мм) |
Φ26х20 |
| Усилие пробивки (кН) |
1000/1200 |
| Усилие маркировки (кН) |
1000/1200 |
| Усилие резки (кН) |
2200/4300 |
| Макс. длина заготовки (м) |
14 |
| Макс. длина готовой продукции (м) |
12 |
| Пробойники на сторону |
3 |
| Группа маркировочных букв |
4 |
| Количество букв в группе |
18 |
| Размер символа (мм) |
14x10x19 |
| Оси ЧПУ |
3 |
| Режим резки |
Двойное лезвие или одинарное лезвие |
| Метод охлаждения |
Водяное охлаждение/воздушное охлаждение/масляный чиллер |
| Макс. скорость подачи (м/мин) |
80 |
| Режим программирования |
Программное обеспечение для трассировки или программное обеспечение с инструкциями |
| Габаритные размеры (м) |
Около 32x7x3 |
| Вышеуказанные параметры могут быть скорректированы и изменены в соответствии с конкретными требованиями заказчика. |

Особенности и составные части:
1. Секция подачи
Секция подачи состоит из канала подачи и каретки подачи с ЧПУ.
Канал подачи: включает конвейерные ролики, кронштейны, рамы, прецизионные линейные направляющие и боковые позиционирующие колеса.
Каретка подачи с ЧПУ: Каретка подачи состоит из серводвигателя, приводных шестерен, синхронизирующих ремней, рамы каретки, зажимных стержней и зажимных захватов.
Заготовка сначала вручную помещается в зажим. Затем зажим подачи автоматически транспортируется к основной машине для пробивки и резки под управлением серводвигателя в соответствии с инструкциями, предоставленными компьютером.
2. Основная машина
Эта секция состоит из узла прессования, узла маркировки, опорного узла, узла боковой пробивки и узла резки.
Узел прессования: Этот узел предназначен для фиксации заготовки и предотвращения любых отклонений, а также для выдерживания усилий, возникающих при пробивке и резке.
Узел маркировки: Узел маркировки состоит из стационарной станины машины, масляного цилиндра, перемещающего станину, цилиндра гидравлической силовой головки, четырехпозиционного цилиндра, обеспечивающего перемещение четырех коробок символов, и механизма ручной регулировки.
Опорный узел: Во время подачи материала опорный узел расположен выше узлов пробивки и маркировки, чтобы предотвратить контакт уголка с нижним лезвием. Во время пробивки опорный узел опускается ниже узлов пробивки и маркировки для обеспечения качества операций пробивки, маркировки и резки.
Узел пробивки: Этот узел имеет три позиции пробивки с каждой стороны. Эти позиции могут быть оснащены пробойниками разного диаметра в соответствии со спецификациями заказчика. Позиционирование пробивки осуществляется серводвигателем через систему шарико-винтовой передачи и квадратных направляющих, обеспечивая высокую точность позиционирования.
Узел резки: Этот узел состоит из корпуса рамы, гидравлического силового цилиндра, коробки верхнего ножа, коробки нижнего ножа, механизма перемещения, прижимных компонентов и системы транспортировки. Машина способна резать уголок, швеллер и листы путем смены различных режущих штампов.
Система подачи предназначена для предотвращения контакта уголка с нижним лезвием. Различные профили могут быть вырезаны путем соответствующей смены оснастки.
3. Узел выгрузки готовой заготовки
Эта секция включает опорный ролик для заготовки и опорный вал.
Нажатием кнопки заготовка может быть вытолкнута влево или вправо, в зависимости от спецификаций заказчика.
4. Гидравлический силовой узел
Эта машина оснащена автономной гидравлической станцией, что облегчает техническое обслуживание оборудования. Все соединения трубопроводов соединены с помощью обжимных фитингов, что эффективно предотвращает утечку соединений. Гидравлические клапаны интегрированы через блок клапанов, используя одновременно пластинчатые и картриджные клапаны. Соединения трубопроводов оптимизированы для более компактной гидравлической системы, минимизируя потери в трубопроводах и обеспечивая полное использование эффективности системы.
5. Электрическое управление
Система электроуправления машины является передовой и хорошо структурированной, предлагая простое программирование и удобство эксплуатации. Программное обеспечение управления непрерывно отслеживает производительность машины, и в случае неисправности на экране CRT отображается подробная информация о неисправности и предлагаемые корректирующие действия.
Эти образцы, представляющие стандартные спецификации и типичные параметры обработки в отрасли производства уголковых башен, позволяют пользователям напрямую оценить качество, точность и качество изготовления оборудования. Они служат ощутимой точкой отсчета для оценки производительности оборудования и соответствия установленным производственным стандартам, тем самым поддерживая обоснованные, основанные на данных решения для будущего использования.
При строительстве линий электропередачи сверхвысокого напряжения (СВН), где башни должны выдерживать экстремальные погодные условия и значительные нагрузки, это оборудование играет решающую роль в обработке уголковых стальных компонентов, составляющих основную структуру башни. Оно надежно выполняет операции сверления и штамповки уголковой стали, используемой для корпусов башен, траверс и других жизненно важных конструктивных элементов, обеспечивая точные размеры и надежные соединения, которые поддерживают общую стабильность башен.

 Ваше сообщение должно содержать от 20 до 3000 символов!
Ваше сообщение должно содержать от 20 до 3000 символов!