Линия для маркировки, пробивки и резки с ЧПУ для полосовой стали, угловой стали и швеллера Модель CJBNC14
Введение продукта:
Может использоваться для обработки с ЧПУ поверхности полок швеллера, обеих сторон угловой стали и полосовой стали (которая может быть разрезана на дуги), включая маркировку, пробивку и резку. Отличается высокой точностью обработки, высокой скоростью пробивки и высокой эффективностью производства.
Может адаптироваться к массовому производству заготовок, а также к мелкосерийному, многономенклатурному производству при разработке новых продуктов. На каждом этапе имеется кнопка для загрузки и зажима одним оператором.
Параметры продукта:
| Модель станка |
CJBNC14 |
| Функции станка |
Маркировка, пробивка, резка |
| Диапазон обработки угловой стали (мм) |
∟40×40×3~∟140×140×12 |
| Диапазон обработки швеллера (мм) |
8#-14# |
| Диапазон обработки полосовой стали (мм) |
40×4~140×12 |
| Усилие маркировки (КН) |
630 |
| Максимальная длина заготовки (м) |
12 |
| Количество печатных наборов (комплекты) |
4 |
| Количество наборов на комплект (шт.) |
12 |
| Размер набора (мм) |
14×10×19 |
| Длина канала подачи готовой продукции (м) |
4 |
| Макс. производительность пробивки (диаметр × толщина мм) |
Φ26×12(материал:Q355 525Н/мм2) |
| Макс. производительность пробивки овальных отверстий (мм) |
Ф22×50×12 (материал:Q355 525Н/мм2) |
| Количество пуансонов на сторону (шт.) |
3 |
| Метод резки |
Однолезвийная резка |
| Максимальная производительность однолезвийной резки |
∟40×40×3~∟140×140×12
(материал:Q355 525Н/мм2)
|
| |
швеллер 8#-14#(материал:Q355 525Н/мм2) |
| |
полоса 40×4~140×12 |
| Количество осей ЧПУ |
3 |
| Скорость подачи угловой стали (м/мин) |
60 |
| Метод охлаждения гидравлической системы |
Водяное охлаждение |
| Внешние размеры (мм) |
Около 25000×6200×2200 |

Состав оборудования:
Технологический процесс: Подающее устройство транспортирует заготовку в канал подачи → тележка подачи с ЧПУ и роботизированная рука зажимает заготовку → позиционирование торца заготовки → маркировочный станок → пробивные станки с ЧПУ A и B пробивка → резка на отрезном станке → ручное управление опрокидыванием разгрузочного канала для выгрузки.
1. Подающее устройство:
Состоит из цепного конвейера, звездочки и приводного устройства. Цепь имеет захваты, перемещающие заготовку.
2. Канал подачи:
2.1 Используется для поддержки и перемещения заготовок различных спецификаций.
2.2 Состоит из опорных роликов, кронштейнов канала и стоек и т. д.
3. Тележка подачи с ЧПУ:
3.1 Используется для зажима заготовок и подачи их по оси X с помощью ЧПУ.
3.2 Тележка подачи с ЧПУ состоит из кронштейна, шестерен, цилиндров, серводвигателей и роботизированной руки и т. д.
3.3 Тележка подачи с ЧПУ, приводимая в движение серводвигателем, может обеспечивать точное позиционирование для продольного перемещения заготовки.
4. Пробивной станок с ЧПУ стороны A:
4.1 Состоит из корпуса станка, основания, приводного механизма, основного гидравлического цилиндра пробивки, системы смены штампов, штампа и прижимного устройства.
4.2 Цилиндр толкает прижимную пластину для выбора различных штампов для пробивки; смена штампов быстрая.
4.3 Заготовка подается по оси X, а штамп пробивки перемещается по оси A, приводимой в движение серводвигателем. Затем система смены штампов последовательно меняет пуансоны разного диаметра для завершения обработки одной стороны заготовки из угловой стали.
5. Пробивной станок с ЧПУ стороны B:
5.1 Состоит из корпуса станка, приводного механизма, основного гидравлического цилиндра пробивки, системы смены штампов, штампа и прижимного устройства.
5.2 Заготовка подается по оси X, а штамп пробивки перемещается по оси Y, приводимой в движение серводвигателем. Затем система смены штампов последовательно меняет пуансоны разного диаметра для завершения обработки полки швеллера, одной стороны угловой стали и верхнего отверстия полосовой стали.
5.3 Цилиндр толкает прижимную пластину для выбора различных штампов для пробивки; смена штампов быстрая.
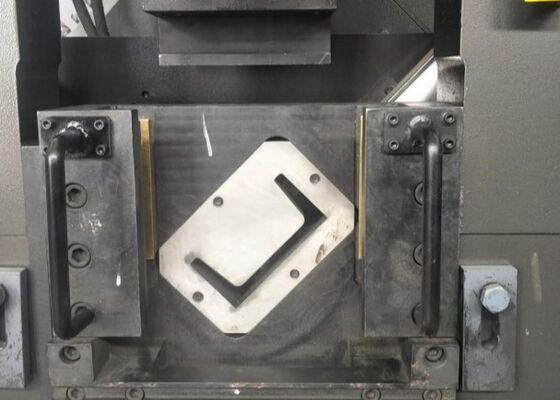
6. Отрезной станок:
6.1 Отрезает заготовки до требуемой длины.
6.2 Состоит из корпуса станка, режущего штампа и режущего цилиндра и т. д.
7. Разгрузочный канал:
7.1 Разгрузочный канал используется для удержания заготовок после пробивки и резки.
7.2 Разгрузочный канал состоит из опоры канала, опорных роликов, цилиндра и т. д.
7.3 После пробивки и резки заготовки вручную перемещаются в положение выгрузки и вручную управляются опрокидывающим цилиндром для выгрузки.
8. Гидравлическая система:
8.1 Состоит из блока управления, приводной гидравлической станции и других вспомогательных блоков.
8.2 Блок управления: Включает гидравлические компоненты, управляющие каждым пробивным и отрезным станком, устройства безопасности давления и т. д.
8.3 Приводная гидравлическая станция: В основном состоит из масляного бака, двигателя, насоса и т. д. и оснащена фильтром.
8.4 Метод охлаждения: Водяное охлаждение, температура входящей воды ≤20°C.
8.5 Рабочее давление: Высокое давление 25 МПа
9. Пневматическая система:
9.1 В основном используется для выбора оснастки, зажима и т. д.
9.2 Требуется сжатый воздух без пыли и воды.
10. Электрическая система:
10.1 Состав системы электроуправления:
Включает главный компьютер, ПЛК (программируемый логический контроллер), сервоприводы, компоненты обнаружения и защиты и т. д.
10.2 Режимы работы системы электроуправления:
Система работает в двух режимах: ручном и автоматическом.
В ручном режиме действия каждой отдельной машины управляются пошагово.
В автоматическом режиме различные категоризированные действия автоматически выполняются в соответствии с предварительно запрограммированными процедурами обработки.
Данное оборудование предназначено для универсальной обработки с ЧПУ конструкционных стальных элементов, включая поверхности полок швеллера, обе полки угловой стали и профили из полосовой стали, которые также могут быть сформированы в изогнутые или арочные профили. Оно способно выполнять ряд операций на этих материалах, таких как точная маркировка, точная пробивка и высококачественная резка, обеспечивая комплексные возможности обработки в одной установке. Поддерживая эти разнообразные функции, станок обеспечивает эффективное и точное изготовление элементов из угловой стали, полосовой стали и швеллера, что делает его идеальным для производства нестандартных конструкционных деталей, прототипов и образцов с постоянным качеством и точностью размеров.
Используется для пробивки, маркировки и резки угловой стали, полосовой стали и швеллера. В основном используется для обработки поперечных траверс, хомутов, пятиотверстных соединительных пластин, плоских прокладок и скамеек для электротехнических башенных железных аксессуаров.

 Ваше сообщение должно содержать от 20 до 3000 символов!
Ваше сообщение должно содержать от 20 до 3000 символов!