Модель BHD500/3 CNC H-Section Steel комбинированная скорость шпинделя обрабатывающего станка 100~3000р/мин
Использование станка:
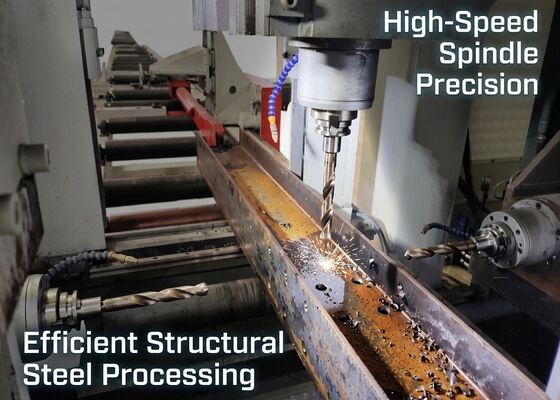
Это технологическое оборудование специально разработано для выполнения операций сверления, нарезания резьбы и нарезания резьбы на сортовой стали, включая двутавровые балки и швеллерную сталь. Три высокоскоростных шпиндельных узла BT40 сконфигурированы для выполнения трехсторонней обработки соответственно, при этом для каждой обрабатываемой поверхности назначается независимый шпиндель. Соответствующий линейный магазин инструментов позволяет разместить режущие инструменты четырех различных спецификаций.
Обладая превосходной производительностью обработки, выдающейся точностью размеров, простотой в эксплуатации и широкой адаптируемостью, это оборудование широко используется в секторах металлоконструкций, включая строительство зданий, изготовление гаражей, опор электропередач и производство пространственных каркасов.
Технические характеристики:
| Модель |
500 бат/3 бат. |
| Диапазон ширины H-балки (мм) |
100~500 |
| Диапазон высоты балки H (мм) |
100~500 |
| Диапазон ширины швеллера стального (мм) |
100~500 |
| Диапазон высоты стального швеллера (мм) |
100~250 |
| Макс. толщина заготовки (мм) |
40 |
| Макс. длина заготовки (м) |
12 или 15 (по желанию) |
| Кол-во сверлильного шпинделя. |
Всего 3 шпинделя, один шпиндель на верхнем блоке, слева и справа соответственно. |
| Конус отверстия шпинделя |
БТ40 |
| Макс.диаметр сверления (мм) |
40 |
| Мощность двигателя шпинделя (кВт) |
11 |
| Скорость шпинделя(об/мин) |
100~3000 |
| Скорость подачи шпинделя (м/мин) |
0~10 |
| Скорость подачи по оси X (м/мин) |
0~40 |
| Количество инструментального магазина |
3 |
| Тип и емкость инструментального магазина |
Тип строки, 3x4 (необязательно) |
| Маркировочный блок (опция) |
Набор текста на диске, 36 символов, размер символов Φ10 мм. |
| система ЧПУ |
немецкий, Япония, Китай INVT |
| Метод охлаждения |
Распылительное охлаждение, внутреннее охлаждение + внешнее охлаждение |
| Габаритные размеры машины (м) |
Около 32x5x3,5 |
| Общая мощность (кВт) |
Около 55 |
| Вышеуказанные параметры могут быть скорректированы и изменены в соответствии с конкретными требованиями заказчика. |

1. Сверлильный станок
Этот сверлильный агрегат в основном состоит из базовой рамы, станины, подвижной каретки, шпиндельной головки, верхнего зажимного механизма, бокового зажимного узла и линейного магазина инструментов.
Оборудование оснащено тремя шпиндельными головками: фиксированной боковой шпиндельной головкой, подвижной боковой шпиндельной головкой и верхней шпиндельной головкой, которые выполняют задачи горизонтального и вертикального сверления соответственно. Все шпиндельные головки могут работать автономно и одновременно выполнять сверление, что значительно повышает общую производственную мощность. Каждая шпиндельная головка оснащена высокоскоростным механическим шпинделем BT40, а поддерживающий линейный инструментальный магазин вмещает до четырех сверл различного диаметра (при разгруженном шпинделе). Он поддерживает автоматическую обработку отверстий четырех различных размеров за один цикл зажима заготовки. Подача шпинделя приводится в движение серводвигателем, что обеспечивает быстрый ход, рабочую подачу и быстрый возврат под управлением программы. Шпиндель приводится в движение специальным серводвигателем шпинделя, обеспечивающим бесступенчатую регулировку скорости в широком диапазоне скоростей.
Рядом со станиной станка установлены три комплекта шпиндельных узлов. Каждый шпиндельный блок приводится в действие двойными сервоприводами для горизонтального и вертикального перемещения, с использованием шарикового винта для передачи мощности и высокоточных линейных роликовых направляющих для позиционирования. На протяжении всего цикла сверления оборудование осуществляет двойной зажим заготовки: один гидроцилиндр приводит в действие верхний прижимной узел для закрепления заготовки на горизонтальных опорных роликах, а отдельный гидравлический блок приводит в движение боковой зажимной механизм для закрепления детали с ее боковой стороны.
2. Питающий канал
Канал подачи состоит из кронштейнов, опорных роликов, боковых позиционирующих роликов, боковых упоров и компонентов стойки, выполняющих функцию носителя для обрабатываемых заготовок. Фотоэлектрический датчик установлен на входном конце прохода для обнаружения передней кромки заготовки и определения контрольной точки обработки по оси X. Боковые позиционирующие ролики выполняют предварительное позиционирование сырья по оси Y, а боковые толкающие приспособления плотно прижимают заготовку к этим позиционирующим роликам для обеспечения фиксированного выравнивания.
3. Разгрузочный канал
Рама разгрузочного конвейера состоит из опорных стоек, несущих роликов и вспомогательных приспособлений, предназначенных исключительно для транспортировки полностью обработанных готовых заготовок после полной обработки.
В ходе проверочных испытаний продукции интегрированное оборудование для сверления, маркировки и резки с ЧПУ для несущих балок обеспечивает проверенные характеристики обработки стандартных образцов двутавровых балок с различной шириной полки и толщиной стенки, а также образцов швеллерной стали различных спецификаций. Готовые образцы для испытаний подтверждают превосходные характеристики оборудования по точному совмещению отверстий, качественному нарезанию внутренней резьбы и четкой маркировке вмятин, адекватно доказывая его выдающуюся точность и эксплуатационную стабильность в реальных условиях работы на месте.
Этот высокоскоростной универсальный станок с ЧПУ для обработки двутавровых балок преимущественно применяется на заводах по производству металлоконструкций и при разработке мостов. Для сталеобрабатывающих цехов он выполняет прецизионную обработку рамы и несущих двутавровых балок, обеспечивая точную и стабильную сборку готовых стальных каркасов. В проектах мостовой инфраструктуры высокоточное сверление Н-образной стали оптимизирует общую прочность конструкции и повышает устойчивость готовых мостов к длительной нагрузке. Обладая выдающейся производительностью обработки, это оборудование обеспечивает надежную техническую гарантию для основных отраслей инфраструктуры и гарантирует упорядоченную реализацию соответствующих строительных проектов.

 Ваше сообщение должно содержать от 20 до 3000 символов!
Ваше сообщение должно содержать от 20 до 3000 символов!