Станок для сверления, маркировки и резки 3D балок с ЧПУ и ПЛК BT40
Введение в продукт:
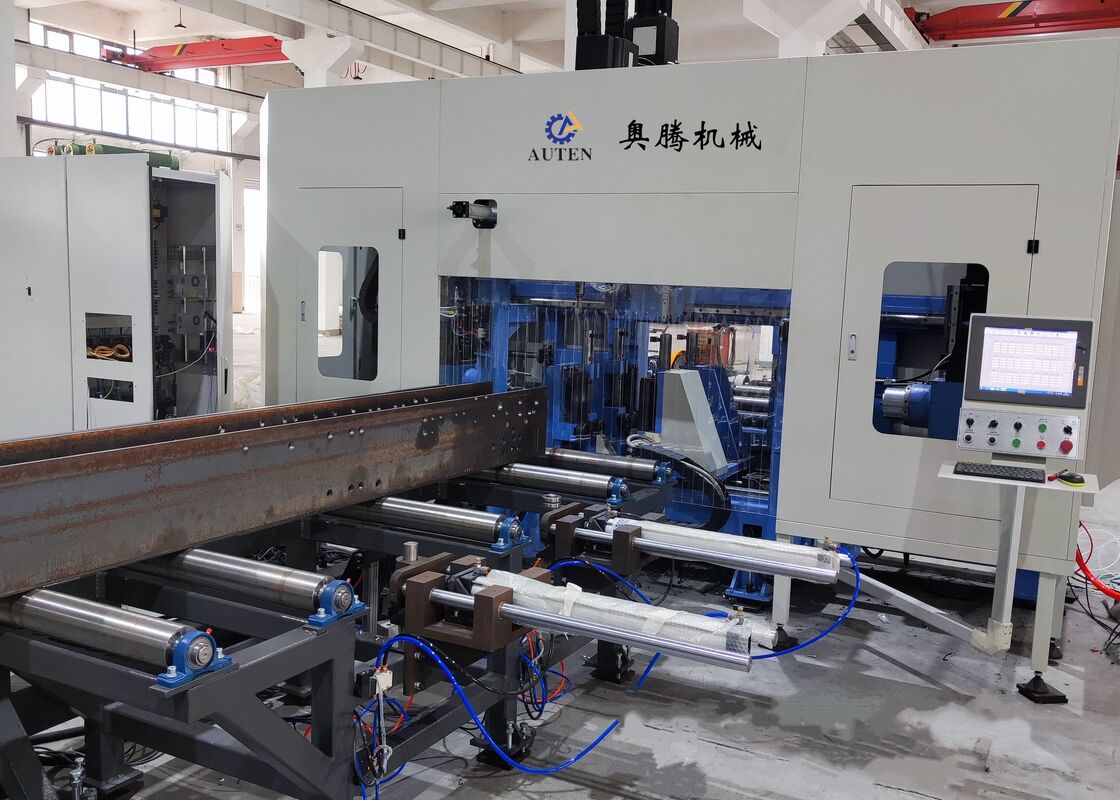
Этот обрабатывающий центр тщательно разработан для сверления двутавровых балок. Оснащенный тремя высокоскоростными прецизионными сверлильными шпинделями, он обеспечивает исключительную эффективность при сверлении заготовок. Благодаря превосходной точности обработки и удобным в эксплуатации функциям, это оборудование является незаменимым высокопроизводительным решением в секторе стальных конструкций. Оно широко используется в ключевых отраслях, таких как строительное проектирование, мостовая инфраструктура, производство башенных мачт и проекты решетчатых конструкций.
Информация о конфигурации продукта:
| Параметры двутавровой балки |
Макс. Размер Ширина x Высота |
1250x600 мм |
| Мин. Размер Ширина x Высота |
200×75 мм |
| Макс. Длина балки |
12000 мм |
| Основной шпиндель |
Кол-во. |
3 |
| Модель |
BT40 |
| Мощность двигателя |
3x11 кВт |
| Скорость вращения шпинделя |
200–3000 об/мин |
| Макс. Диаметр отверстия |
φ40 мм |
| Мощность двигателя |
Мощность серводвигателя подачи |
2x3 кВт |
| Мощность серводвигателя позиционирования |
2x3 кВт |
| Точность обработки |
Отклонение расстояния между отверстиями |
Два отверстия в пределах 1 метра |
±0,5 |
| Допустимое значение отклонения увеличивается на ±0,2 мм на каждый дополнительный 1 метр расстояния между отверстиями, и максимум не превышает ±2 мм |
| Отклонение торцевого края |
±1,0 мм |
| Гидравлическая система |
Давление гидравлического насоса |
7 МПа |
| Мощность двигателя масляного насоса |
7 кВт |
| Электрическая система |
Метод управления |
ПЛК |
| Количество осей ЧПУ |
7 |
| Общие размеры (Д x Ш x В) |
32000x6200x4000 |

Особенности продукта
1. Этот 3D станок для сверления и резки двутавровых балок в основном состоит из основной конструкции станка, системы подачи с ЧПУ, конвейера материала, электрической системы, гидравлической системы, системы охлаждения, системы смазки, бункера для отходов и других связанных компонентов. Благодаря фиксированной станине и подвижной заготовке станок оптимально разработан для обработки крупногабаритных двутавровых балок. Он поддерживает непрерывное производство и признан за высокий уровень автоматизации.
2. Конструкция сверлильного станка состоит из станины, узлов скользящего стола с ЧПУ, опорных устройств, верхних прижимных устройств, боковых прижимных устройств и систем обнаружения. Компоненты скользящего стола с ЧПУ включают фиксированную сторону, подвижную сторону и скользящий стол с ЧПУ верхнего узла. Специально разработанные для сверления двутавровых балок, узлы скользящего стола включают скользящую пластину, основание скользящего стола, переднюю бабку шпинделя, высокоскоростной механический шпиндель, цилиндр инструмента, двигатель с частотным преобразователем, серводвигатель, линейные направляющие и ходовые винты.
3. Система подачи с ЧПУ состоит из кронштейнов, шестерен, зубчатых реек, серводвигателей, редукторов и манипуляторов. Серводвигатель приводит в движение манипулятор для перемещения двутавровой балки по оси X, обеспечивая точную подачу и точное позиционирование заготовки.
4. Конвейер материала включает в себя как подающий, так и отводящий конвейер. Подающий конвейер оснащен кронштейнами конвейера, опорными роликами и устройствами бокового толкания, все специально разработано для транспортировки профилированных стальных заготовок, достижения позиционирования заготовок по оси Y и работы в сочетании с системой подачи с ЧПУ для завершения процесса подачи материала. Отводящий конвейер, состоящий из кронштейнов каналов материала и опорных роликов, предназначен для транспортировки готовых заготовок.
5. Система охлаждения включает как внутренние, так и внешние методы охлаждения, используя масляный туман для охлаждения отверстия. Этот подход предлагает множество преимуществ, включая снижение расхода охлаждающей жидкости, повышение экономической эффективности, содействие экологической устойчивости и минимизацию износа сверла.
6. Гидравлическая система обеспечивает питание верхнего прижимного устройства, бокового прижимного устройства, цилиндра инструмента и других связанных компонентов.
7. Пневматическая система предназначена для подачи питания манипулятору, испытательному цилиндру и другому подобному оборудованию.
8. Система смазки использует комбинацию централизованной и ручной смазки. Централизованная смазка в основном используется для плановой и точной смазки основных линейных направляющих и ходовых винтов.
9. Система управления станка включает хост-компьютер, ПЛК и другие связанные компоненты. Метод программирования: Программы обработки генерируются путем ввода чертежей САПР или параметров обработки через интерфейс USB или клавиатуру. Эти программы могут храниться, извлекаться, отображаться и передаваться в любое время на основе номеров деталей. Станок позволяет вручную регулировать и контролировать отдельные параметры обработки, а также поддерживает полностью автоматизированное управление всем циклом обработки.
Во время демонстраций образцов станок для сверления, маркировки и резки двутавровых балок и листового металла с ЧПУ эффективно демонстрирует свои возможности обработки при работе со стандартными образцами двутавровых балок с различной шириной полок и толщиной стенки, а также с образцами швеллера различных размеров. Образцы, продемонстрированные на этих демонстрациях, наглядно показывают способность оборудования достигать точного расположения отверстий, гладких нарезанных резьб и четко определенных шаблонов маркировки, тем самым полностью демонстрируя его высокую точность и надежность в практических сценариях применения.
Высокоскоростной станок для сверления, маркировки и резки двутавровых балок с ЧПУ в основном используется на предприятиях по производству стальных конструкций и в проектах строительства мостов. В цехах по производству стальных конструкций он обеспечивает точную обработку двутавровых балок, используемых в каркасах и опорных конструкциях, тем самым обеспечивая прочную основу для стабильной сборки стальных каркасов. При строительстве мостов станок выполняет высокоточное сверление двутавровых балок, повышая структурную целостность мостов и позволяя им эффективно выдерживать длительные нагрузки. Благодаря выдающейся операционной эффективности этот станок обеспечивает надежную поддержку этим жизненно важным инфраструктурным секторам, обеспечивая плавное и своевременное выполнение связанных проектов.

 Ваше сообщение должно содержать от 20 до 3000 символов!
Ваше сообщение должно содержать от 20 до 3000 символов!